
Konstruktive Auslegung der Fügezone – Teil 2
Bei der konstruktiven Auslegung der Fügezone sind die folgenden Kriterien speziell für die einzelnen Verfahrensvarianten relevant und müssen entsprechend berücksichtigt werden.
KONTURSCHWEISSEN-TOLERANZEN – Da bei einem Konturschweißprozess keine Relativbewegung der Fügepartner zueinander stattfinden kann, der thermische Kontakt zwischen beiden aber ebenso erforderlich ist, sind die Anforderungen an die Formteiltoleranzen höher als bei den anderen Verfahrensvarianten. Beispielhaft für die Größenordnung der erforderlichen Toleranzen soll an dieser Stelle die Ebenheitstoleranz eines Fügeteils mit ebener Schweißgeometrie und lateralen Abmessungen im Bereich 100mm x 100mm genannt werden. Für eine solche Baugruppe würde man eine Ebenheitstoleranz von maximal 0,08mm ansetzen. Kleinere Abweichungen können zwar durch höhere Spannkräfte ausgeglichen werden, führen aber nach dem Schweißprozess zu Spannungen innerhalb der Baugruppe.
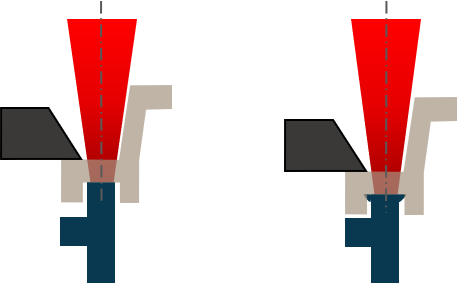
QUASISIMULTAN-FÜGEWEG – Anders als bei einem Konturschweißprozess erfolgt beim simultanen und quasisimultanen Schweißen eine Relativbewegung der Baugruppen zueinander. Üblicherweise wird ein sogenannter Schweißsteg auf der laserabsorbierenden Formteilhälfte vorgesehen, der während der Bearbeitung abgeschmolzen wird. Das lasertransparente Formteil bewegt sich dabei auf das laserabsorbierende zu. Wird der Laser am Ende des Prozesses abgeschaltet folgt eine Abkühlphase in der durch die Abkühlung eine Schrumpfung des Materials erfolgt. Wichtig in diesem Zusammenhang ist es, die Relativbewegung sowie die Kontraktion während der Abkühlphase bei der Konstruktion zu berücksichtigen. Üblicherweise bewegt sich der Fügeweg für Bauteile mit Abmessungen im Bereich 100mm x 100mm bei ca. 0,1-0,5mm.
QUASISIMULTAN-SCHMELZE – Beim Simultan- und Quasisimultanschweißen wird verfahrensbedingt durch das zuvor beschriebene Abschmelzen eines Fügeweges Schmelzmaterial aus der Fügezone verdrängt. Wichtig ist es, in den angrenzenden Bereichen der Fügezone ausreichend Platz für die verdrängte Schmelze vorzusehen. Da diese Schmelze meist ästhetisch stört oder aber – im Falle glasfaserverstärkter Materialien – ein Verletzungsrisiko bei anschließender manueller Bearbeitung birgt, empfiehlt es sich zusätzlich, konstruktiv eine Abdeckung vorzusehen.